Ordonnancement
Drum-Buffer-Rope (DBR) : la méthode d'ordonnancement par la Théorie des Contraintes
Vos retards d'ordres de fabrication s'accumulent malgré vos efforts constants de réorganisation ? Votre WIP (Work In Progress) atteint des niveaux préoccupants sans pour autant améliorer votre débit ? Vous constatez une variabilité excessive dans vos délais de production et vos clients se plaignent de livraisons imprévisibles ? Les ruptures de composants bloquent régulièrement votre production alors même que d'autres références saturent vos stocks ?
Ces symptômes révèlent souvent une approche d'ordonnancement inadaptée qui traite toutes les ressources de manière équivalente, alors que certaines déterminent réellement la performance globale de votre système. C'est précisément ce problème qu'adresse la méthode Drum-Buffer-Rope (DBR), issue de la Théorie des Contraintes développée par Eliyahu Goldratt.
La méthode DBR propose une approche radicalement différente : plutôt que de chercher à optimiser localement chaque ressource, elle concentre l'attention sur le goulot d'étranglement qui limite votre débit global. En synchronisant l'ensemble de votre production sur ce point critique, DBR stabilise les flux, améliore l'OTD (On-Time Delivery), réduit les lead times et diminue significativement les en-cours.
Dans cet article, nous explorons en détail cette méthode d'ordonnancement fondée sur la Théorie des Contraintes : définitions claires, mise en œuvre pas à pas, comparaison avec d'autres approches (Kanban, CONWIP, MRP), erreurs fréquentes à éviter, cas d'usage concrets et outils nécessaires, d'Excel aux logiciels d'ordonnancement à capacité finie. Découvrez comment transformer votre goulot d'étranglement d'un problème subi en un levier de performance maîtrisé.
Qu'est-ce que le Drum-Buffer-Rope (DBR) ?
Définition simple de DBR
Le Drum-Buffer-Rope est une méthode d'ordonnancement de production qui repose sur trois composantes essentielles :
Le Drum (tambour) : C'est votre ressource contrainte, votre goulot d'étranglement, qui donne le rythme à l'ensemble du système de production. Comme un tambour qui bat la mesure pour un orchestre, cette ressource définit le tempo maximal de production que peut atteindre votre usine. Tout effort pour produire plus vite en amont ou en aval de ce goulot ne fera qu'augmenter les en-cours sans améliorer le débit global.
Le Buffer (tampon) : Il s'agit d'une protection temporelle ou physique positionnée stratégiquement pour garantir que votre ressource contrainte ne manque jamais de travail. Ce tampon absorbe la variabilité inhérente à votre production (pannes, retards, qualité) et assure que votre goulot, cette ressource critique et coûteuse, fonctionne en permanence à son niveau optimal.
La Rope (corde) : C'est le mécanisme de libération contrôlée des ordres de fabrication dans le système. Comme une corde qui relie un groupe de marcheurs pour qu'ils avancent au même rythme, la Rope synchronise le lancement des OF sur le programme du goulot, évitant ainsi de surcharger le système avec du travail qui ne pourra de toute façon pas être traité plus rapidement.
Origines : DBR et Théorie des Contraintes (TOC)
La méthode DBR trouve ses racines dans la Théorie des Contraintes (Theory of Constraints - TOC) développée par Eliyahu M. Goldratt dans les années 1980. Cette théorie, popularisée par son roman industriel "Le But" (The Goal), repose sur un principe simple mais puissant : dans tout système visant un objectif, il existe au moins une contrainte qui limite la performance globale.
Selon la Théorie des Contraintes, améliorer n'importe quel élément du système qui n'est pas la contrainte ne fait qu'augmenter les coûts sans améliorer le débit. L'objectif central de la TOC est donc d'identifier cette contrainte et de maximiser son exploitation, car c'est elle seule qui détermine le débit de l'ensemble du système.
DBR constitue l'application opérationnelle de la Théorie des Contraintes au domaine de l'ordonnancement de production. Plutôt que de chercher à équilibrer les capacités de toutes les ressources (approche traditionnelle coûteuse et souvent contre-productive), DBR accepte et exploite l'existence du goulot pour simplifier et optimiser l'ordonnancement.
Vocabulaire essentiel
Pour bien comprendre DBR, maîtrisons quelques termes fondamentaux :
Goulot d'étranglement (contrainte) : Ressource dont la capacité disponible est inférieure ou égale à la demande qui lui est adressée. C'est cette ressource qui détermine le débit maximal du système.
Débit (throughput) : Rythme auquel le système génère de la valeur, typiquement mesuré en nombre d'unités produites par période ou en chiffre d'affaires généré.
WIP (Work In Progress) : Encours de production, c'est-à-dire le volume de travail engagé dans le système mais pas encore finalisé. Un WIP élevé augmente les coûts d'immobilisation et allonge les délais.
OTD (On-Time Delivery) : Pourcentage de commandes livrées dans les délais promis, indicateur client majeur de la fiabilité de l'entreprise.
Pourquoi adopter DBR ? Bénéfices et cas d'usage
Problèmes que DBR adresse
La méthode issue de la Théorie des Contraintes répond à des problématiques récurrentes dans les environnements de production :
Retards chroniques : Malgré les efforts de planification, les délais de livraison sont systématiquement dépassés, créant insatisfaction client et pénalités contractuelles.
Files d'attente interminables : Les pièces s'accumulent devant certains postes alors que d'autres manquent de travail, créant des déséquilibres coûteux.
Priorités changeantes : Les urgences se multiplient, conduisant à des réorganisations constantes qui perturbent l'ensemble du système sans réellement résoudre les problèmes de fond.
Planification inefficace : Le temps consacré à la planification et à la coordination ne se traduit pas par une amélioration des performances.
Investissements mal ciblés : Des ressources sont acquises ou améliorées sans impact sur le débit global car elles ne sont pas la vraie contrainte du système.
Bénéfices attendus
L'implémentation de DBR selon les principes de la Théorie des Contraintes génère des améliorations mesurables :
Amélioration de l'OTD : En stabilisant les flux et en protégeant le goulot, les délais deviennent plus prévisibles et fiables. Des améliorations de 20 à 40 points d'OTD sont fréquemment observées.
Réduction des lead times : En diminuant le WIP et en fluidifiant les flux, les temps de traversée se réduisent significativement, typiquement de 30 à 50%.
Diminution du WIP : En ne libérant que ce que le goulot peut absorber, les en-cours se réduisent drastiquement, libérant de la trésorerie et de l'espace au sol.
Stabilité du planning : La focalisation sur le goulot simplifie l'ordonnancement et le rend plus stable, réduisant les réorganisations d'urgence.
Visibilité accrue : Le management des buffers par code couleur offre une visibilité simple et immédiate sur l'état du système et les actions prioritaires.
Où DBR excelle : secteurs et environnements
La méthode DBR de la Théorie des Contraintes s'avère particulièrement performante dans certains contextes :
Aéronautique : Environnements à forte valeur ajoutée où les ressources critiques (machines spécialisées, compétences rares) constituent clairement des goulots identifiables.
Mécanique de précision : Productions multi-références avec des routages variés et des ressources partagées créant naturellement des points de congestion.
Luxe et horlogerie : Lorsque certaines compétences artisanales rares constituent le véritable goulot du système.
Toute industrie avec : Goulots marqués et identifiables, variabilité significative des processus, mix produits complexe, et exigences clients strictes sur les délais.
Les 5 étapes de focalisation de la Théorie des Contraintes
La Théorie des Contraintes propose une démarche structurée en 5 étapes pour améliorer continuellement la performance :
1) Identifier la contrainte
La première étape consiste à déterminer quel élément du système limite actuellement le débit global. Cette contrainte peut être :
Une ressource physique (machine, poste de travail)
Une compétence rare (opérateur qualifié)
Une politique ou règle d'organisation
Le marché lui-même (demande insuffisante)
L'identification se base sur l'analyse des charges, l'observation des files d'attente, et le calcul des taux d'utilisation réels.
2) Exploiter la contrainte
Une fois identifiée, la contrainte doit être exploitée au maximum :
Éliminer tous les temps morts (pannes, attentes, changements inutiles)
Lui affecter les meilleurs opérateurs
Garantir qu'elle travaille uniquement sur ce qui génère immédiatement du débit
Optimiser son ordonnancement pour maximiser sa productivité
Cette étape ne coûte généralement rien et peut générer 15 à 30% d'amélioration du débit.
3) Subordonner le reste du système
Tous les autres éléments doivent se synchroniser sur le rythme de la contrainte :
Les ressources en amont ne produisent que ce que la contrainte peut absorber
Les ressources en aval s'adaptent au flux qu'elle génère
Les décisions de lancement, de priorité et d'ordonnancement se prennent en fonction de la contrainte
Cette subordination évite de surcharger le système et réduit drastiquement le WIP.
4) Élever la contrainte
Si, après exploitation et subordination, plus de capacité est nécessaire, alors seulement investir pour élever la contrainte :
Acquisition d'équipements supplémentaires
Recrutement de compétences critiques
Ajout de shifts
Sous-traitance ciblée
Ces investissements sont alors parfaitement ciblés et génèrent un retour direct.
5) Recommencer : ne pas laisser l'inertie devenir la contrainte
Une fois la contrainte élevée, elle se déplace vers un autre point du système. Il faut alors reprendre le cycle depuis l'étape 1, dans une démarche d'amélioration continue.
Indicateurs à surveiller à chaque étape
Débit : Production livrée par période, objectif ultime de toute amélioration.
Pourcentage de retards : Indicateur client direct de la performance du système.
Temps de traversée : Durée moyenne entre lancement et finalisation d'un OF.
Saturation du goulot : Pourcentage du temps où la contrainte travaille réellement de manière productive.
État des buffers : Distribution des OF dans les zones vertes/jaunes/rouges des buffers de protection.
Mettre en œuvre DBR en atelier : guide pas à pas
Localiser le goulot : données et observation terrain
L'identification du goulot combine analyse quantitative et observation terrain :
Analyse charge vs capacité : Calculer pour chaque ressource le ratio (charge planifiée / capacité disponible). Les ressources dépassant 80-90% sur des horizons significatifs sont des candidats.
Observation des files d'attente : Les accumulations persistantes devant certains postes signalent généralement le goulot.
Analyse du TRS : Un TRS élevé (>85%) avec files d'attente importantes confirme qu'une ressource travaille à son maximum de capacité.
Validation terrain : Confirmer avec les équipes opérationnelles que la ressource identifiée correspond bien à leur perception du goulot.
Régler le "Drum" : programmer le goulot
Une fois identifié, le goulot doit être ordonnancé avec soin selon les principes de la Théorie des Contraintes :
Règles de priorité : Appliquer des règles claires (EDD - Earliest Due Date, SPT - Shortest Processing Time) pour séquencer les OF au goulot.
Horizon de programmation : Établir un programme stable sur 2 à 4 semaines pour le goulot, minimisant les changements qui génèrent des temps perdus.
Stabilité de séquence : Une fois le programme du goulot défini, le respecter scrupuleusement car toute modification impacte l'ensemble du système.
Optimisation des changements : Regrouper les OF par familles pour minimiser les temps de setup au goulot.
Dimensionner les "Buffers" : protection temporelle et physique
Les buffers protègent la contrainte contre la variabilité :
Buffer amont du goulot : Tampon de temps (typiquement 3 à 7 jours de charge) ou stock physique garantissant que le goulot ne manque jamais de travail.
Buffer d'expédition : Protection entre la sortie du goulot et la livraison client, absorbant les aléas des opérations post-goulot.
Dimensionnement initial : Commencer avec des buffers généreux (5-7 jours) puis les réduire progressivement en observant les pénétrations dans les zones rouges.
Management des buffers par couleurs
Un mécanisme visuel simple facilite le pilotage quotidien :
Zone verte (0-33% du buffer consommé) : Situation normale, pas d'action requise.
Zone jaune (33-66% du buffer consommé) : Vigilance, surveillance rapprochée, préparation d'actions de mitigation.
Zone rouge (66-100% du buffer consommé) : Urgence, escalade immédiate, actions correctives prioritaires pour éviter la rupture.
Définir la "Rope" : libération contrôlée des OF
La corde synchronise le lancement des OF sur le programme du goulot :
Principe de base : Ne lancer un OF que lorsque le goulot en aura besoin dans un délai = durée du buffer amont.
Calcul pratique : Si le goulot traitera un OF dans 5 jours et que le buffer amont est de 3 jours, lancer l'OF 8 jours avant la date de besoin au goulot (3 jours buffer + 5 jours programme goulot).
Mécanisme de libération : Création d'une file d'attente virtuelle des OF à lancer, ordonnée selon le programme du goulot.
Protection contre la sur-production : La Rope empêche de lancer plus d'OF que le système ne peut en traiter, limitant naturellement le WIP.
Pilotage quotidien et rituels
L'efficacité de DBR repose sur des rituels managériaux simples :
Stand-up quotidien de 15 minutes : Revue de l'état des buffers (combien d'OF en rouge/jaune/vert), identification des OF en danger, décisions d'actions correctives.
Escalade des urgences : Processus clair pour mobiliser rapidement des ressources supplémentaires lorsqu'un OF pénètre la zone rouge.
Revue hebdomadaire des écarts : Analyse des OF ayant pénétré le rouge, identification des causes racines, actions d'amélioration.
Revue mensuelle stratégique : Vérification que le goulot est toujours au même endroit, ajustement des tailles de buffer, révision du programme du goulot.
Outils : d'Excel à un logiciel d'ordonnancement à capacité finie
La mise en œuvre de DBR selon la Théorie des Contraintes nécessite certaines données et peut bénéficier d'outils adaptés :
Données nécessaires : Gammes de fabrication détaillées, calendriers des ressources, temps opératoires et de setup, niveaux de stocks, ordres de fabrication avec dates de besoin.
Approche Excel : Possible pour des environnements simples (<20 ressources, faible variabilité) avec des tableaux de suivi des buffers et programme du goulot.
Logiciels d'ordonnancement à capacité finie : Deviennent rapidement indispensables pour gérer la complexité (calcul automatique des buffers, simulation des impacts, réordonnancement dynamique, intégrations ERP/MES).
Intégrations ERP/MES : Essentielles pour automatiser les flux de données (import des OF, gammes, stocks ; export du programme de production ; remontée des avancements).
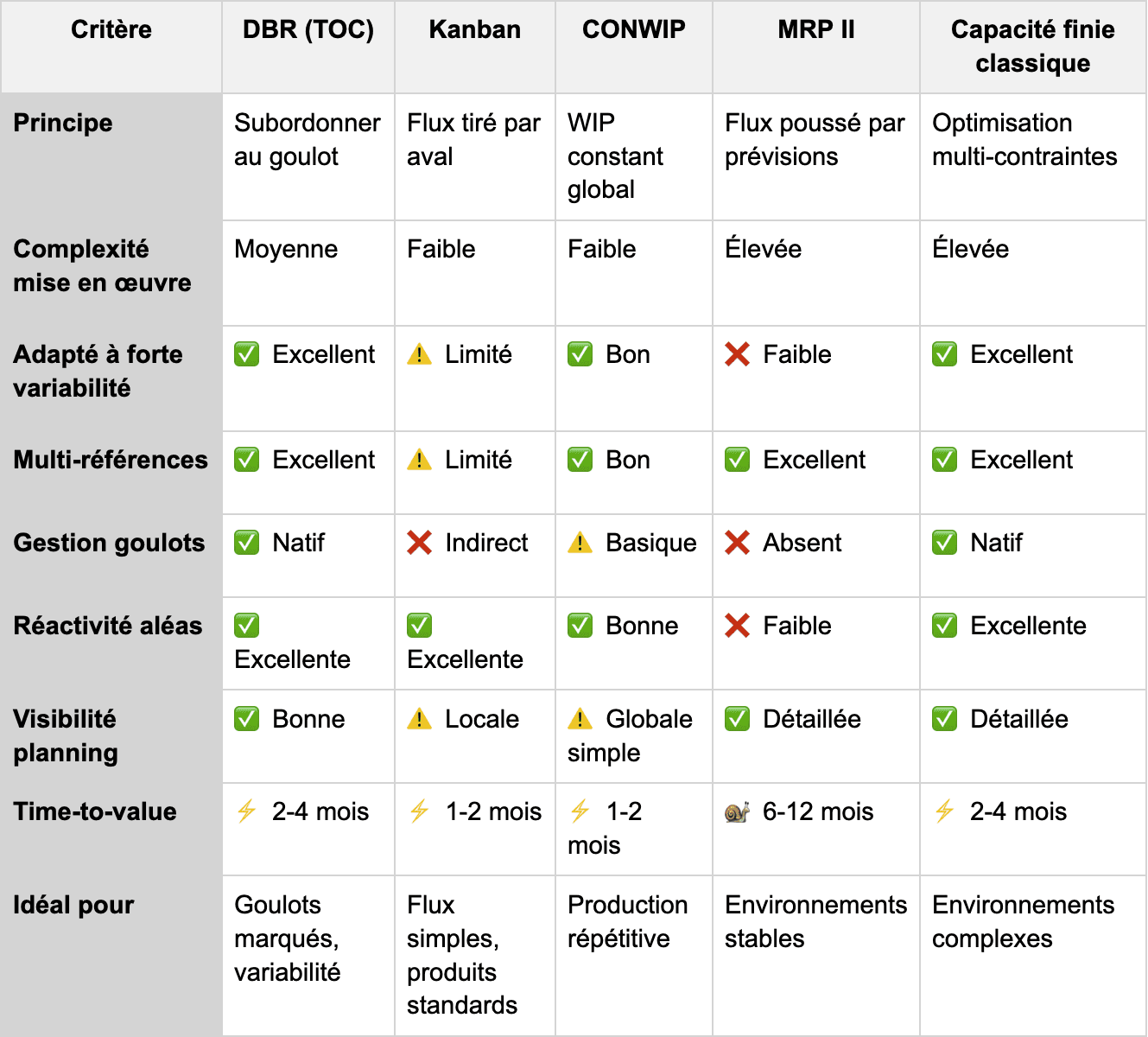
DBR vs Kanban vs CONWIP vs MRP II : tableau comparatif
Comparons DBR avec d'autres méthodes d'ordonnancement pour clarifier leurs domaines d'application respectifs :
DBR + capacité finie : complémentarité
DBR et planification à capacité finie ne sont pas mutuellement exclusifs mais complémentaires :
DBR apporte la philosophie de focalisation sur la contrainte et le management des flux par les buffers.
Capacité finie apporte la précision de l'ordonnancement multi-contraintes et la capacité de simulation avancée.
Un logiciel d'ordonnancement à capacité finie moderne peut intégrer les principes DBR de la Théorie des Contraintes tout en gérant finement l'ensemble des contraintes du système.
Ordonnancement avec Excel : modèles utiles et limites
Modèle Excel minimal pour DBR
Pour des environnements simples, Excel peut suffire pour démarrer avec DBR :
Programme du goulot : Tableau listant les OF ordonnancés au goulot avec dates de début/fin prévisionnelles.
Tableau de suivi des buffers : Colonnes (Référence OF, Date besoin goulot, Avancement actuel, Position dans buffer, Code couleur).
Calculs de libération : Formules calculant automatiquement la date de lancement de chaque OF selon la logique de la Rope.
Tableau de bord visuel : Graphiques montrant la répartition des OF dans les zones vertes/jaunes/rouges.
Les limites d'Excel pour DBR
Au-delà d'un certain seuil de complexité, Excel révèle ses limites :
Multi-contraintes : Excel ne peut gérer efficacement plusieurs goulots potentiels ou flottants.
Gestion des composants : Vérifier automatiquement la disponibilité des composants pour chaque OF devient ingérable manuellement.
Multi-ateliers : Coordonner DBR sur plusieurs sites ou lignes de production dépasse les capacités d'Excel.
Simulation dynamique : Tester rapidement l'impact d'un aléa ou d'une décision nécessite des recalculs manuels fastidieux.
Intégrations : Les imports/exports manuels depuis l'ERP/MES génèrent erreurs et consomment un temps précieux.
Le moment de basculer vers un logiciel d'ordonnancement
Plusieurs signaux indiquent qu'Excel atteint ses limites pour votre implémentation DBR :
Plus de 30 OF actifs simultanément
Variabilité importante nécessitant des réordonnancements fréquents
Plusieurs ressources candidats au statut de goulot
Exigences clients strictes nécessitant une précision fine
Temps de planification Excel dépassant 4 heures par semaine
Erreurs fréquentes dans les calculs ou la saisie de données
Bonnes pratiques et erreurs à éviter
Erreurs fréquentes dans l'application de la Théorie des Contraintes
Goulot mal identifié : Se tromper de contrainte conduit à subordonner le système au mauvais rythme, aggravant les problèmes plutôt que de les résoudre.
Buffers mal dimensionnés : Trop courts, ils exposent le goulot aux ruptures ; trop longs, ils maintiennent des en-cours excessifs et des délais prolongés.
Libération d'OF non maîtrisée : Continuer à lancer des OF "pour occuper les ressources" sabote le principe même de la Rope et fait exploser le WIP.
Composants non traités : Implémenter DBR sans gérer la disponibilité des composants conduit à des blocages fréquents et annule les bénéfices.
Changements fréquents du programme goulot : Modifier constamment le programme du goulot déstabilise l'ensemble du système et empêche l'établissement d'un flux stable.
Parades et bonnes pratiques
Gouvernance des données : Établir des processus rigoureux de validation des temps, gammes et capacités qui alimentent les calculs DBR.
SLA d'approvisionnement : Accords formels avec le service achat garantissant la disponibilité des composants dans des délais compatibles avec les buffers.
Priorisation stable : Définir des règles de priorité claires et les respecter pour maintenir la stabilité du programme goulot.
Revue mensuelle : Vérifier systématiquement que le goulot n'a pas migré et ajuster buffers et règles en conséquence.
Automatisation : Utiliser un logiciel d'ordonnancement à capacité finie pour automatiser les calculs complexes et réduire les erreurs.
Conduite du changement
L'implémentation de DBR selon la Théorie des Contraintes implique un changement culturel :
Implication des opérateurs : Expliquer clairement la logique DBR et pourquoi certaines ressources sembleront "sous-utilisées" (c'est normal et souhaitable).
Formation des planificateurs : S'assurer qu'ils comprennent la philosophie TOC et ne retombent pas dans les réflexes traditionnels d'optimisation locale.
Communication transparente des règles : Afficher visuellement le programme du goulot, l'état des buffers, et les règles de priorisation.
Célébration des succès : Mesurer et communiquer les améliorations (OTD, lead time, WIP) pour renforcer l'adhésion.
Mini cas d'usage : transformation d'un atelier de mécanique
Contexte initial
Un atelier de mécanique de précision produisant 80 références différentes sur 15 machines rencontrait des difficultés majeures :
OTD à 68% (objectif : >90%)
WIP représentant 8 semaines de production
Lead times moyens de 12 semaines
Retards clients générant pénalités et insatisfaction
L'analyse révélait que tout l'atelier attendait constamment qu'une fraiseuse 5 axes très spécialisée traite les pièces, créant des files d'attente importantes.
Mise en place de DBR
Identification du Drum : La fraiseuse 5 axes, saturée à 95% et devant laquelle s'accumulaient systématiquement 3 à 4 semaines de charge.
Dimensionnement du Buffer : Buffer amont de 1 semaine de charge devant la fraiseuse, garantissant son alimentation continue malgré les aléas. Buffer d'expédition de 2 semaines après la fraiseuse.
Définition de la Rope : Libération des OF calculée pour qu'ils arrivent devant la fraiseuse au moment où elle en a besoin selon son programme, soit 5 semaines avant la date de livraison client (1 semaine buffer amont + 2 semaines opérations pré-fraiseuse + 2 semaines buffer expédition).
Programme du goulot : Ordonnancement de la fraiseuse sur 4 semaines glissantes, optimisé pour minimiser les changements d'outils, stabilisé et protégé contre les modifications intempestives.
Résultats après 6 mois
Les améliorations mesurées ont confirmé la pertinence de l'approche Théorie des Contraintes :
OTD : Amélioration de 68% à 91%, dépassant l'objectif
WIP : Réduction de 8 semaines à 3,5 semaines de production, libérant trésorerie et espace
Lead time moyen : Diminution de 12 semaines à 5,5 semaines, améliorant la réactivité commerciale
Saturation productive de la fraiseuse : Augmentation de 75% à 88% du temps disponible
Leçons apprises : La clé du succès résidait dans la discipline de ne lancer que ce que dictait la Rope, malgré la tentation de "faire tourner les machines". Le management visuel des buffers a permis de focaliser les efforts sur les vrais problèmes plutôt que sur des urgences factices.
FAQ : Questions fréquentes sur DBR et la Théorie des Contraintes
DBR convient-il aux petites séries très variées ?
Oui, DBR est particulièrement adapté aux environnements à fort mix produit. La focalisation sur le goulot simplifie justement l'ordonnancement en réduisant la complexité : plutôt que d'optimiser 15 ressources, on se concentre sur 1 ou 2 ressources critiques. La variabilité est absorbée par les buffers dimensionnés en conséquence.
Comment dimensionner correctement un buffer ?
Partir d'une estimation généreuse (couverture de 5-7 jours de production) puis observer pendant 4-6 semaines la fréquence des pénétrations dans les zones rouges. Si les pénétrations sont rares (<5%), réduire progressivement le buffer. Si elles sont fréquentes (>15%), l'augmenter. L'objectif : maintenir les pénétrations rouges entre 5-10% du temps.
DBR remplace-t-il l'ERP ou le MES ?
Non, DBR est une méthode d'ordonnancement qui se superpose aux systèmes existants. L'ERP continue de gérer les prévisions, le PDP et les approvisionnements. Le MES continue de collecter les données d'exécution. DBR utilise ces données pour ordonnancer efficacement la production. Un logiciel d'ordonnancement moderne intègre DBR tout en s'interfaçant avec ERP et MES.
Quelle est la différence entre DBR et Kanban/CONWIP ?
Kanban limite le WIP localement devant chaque poste. CONWIP limite le WIP globalement dans le système. DBR subordonne explicitement tout le système au rythme du goulot identifié. DBR offre plus de visibilité sur le planning futur et gère mieux les environnements à forte variabilité et mix produit complexe, là où Kanban excelle dans les flux simples et répétitifs.
Conclusion : Transformer votre goulot en avantage compétitif
La méthode Drum-Buffer-Rope, fondée sur la Théorie des Contraintes, propose une approche radicalement différente de l'ordonnancement traditionnel. Plutôt que de chercher vainement à équilibrer toutes les ressources ou à optimiser localement chaque poste, DBR accepte l'existence du goulot et en fait le point de synchronisation de l'ensemble du système.
Cette focalisation génère des bénéfices concrets et mesurables : amélioration typique de 20 à 40 points d'OTD, réduction de 30 à 50% des lead times, diminution de 40 à 60% des en-cours. Au-delà des chiffres, DBR apporte surtout une stabilité et une prévisibilité qui transforment la relation client et libèrent l'énergie managériale pour l'amélioration continue plutôt que la gestion d'urgences perpétuelles.
La mise en œuvre, bien que nécessitant rigueur et discipline, reste accessible : identification du goulot, établissement de son programme protégé, dimensionnement des buffers de protection, et libération contrôlée des OF selon la logique de la Rope. Pour les environnements simples, Excel peut suffire à démarrer. Au-delà d'un certain seuil de complexité, un logiciel d'ordonnancement à capacité finie intégrant les principes de la Théorie des Contraintes devient rapidement indispensable.
Votre goulot d'étranglement est-il une contrainte subie ou un levier de performance maîtrisé ?
🎯 Participez à notre atelier diagnostic de 30 minutes : Identifiez votre véritable goulot, évaluez vos buffers actuels (même s'ils sont implicites), et découvrez le potentiel d'amélioration de votre système.
📊 Demandez une démonstration d'Oplit pour visualiser concrètement comment un logiciel d'ordonnancement moderne peut implémenter DBR dans votre environnement spécifique, avec simulation sur vos données réelles.



